Pereosnastka.ru
Обработка дерева и металла
Неуравновешенность деталей выражается в том, что деталь, например шкив, посаженный на вал, шейки которого свободно вращаются в подшипниках, стремится после вращения остановиться в одном определенном положении. Это указывает на то, что в нижней части шкива сосредоточено большее количество металла, чем в его верхней части, т. е. центр тяжести шкива не совпадает с осью вращения.
Ниже рассмотрен неуравновешенный диск, посаженный на вал, который вращается в подшипниках. Пусть его неуравновешенность относительно оси вращения выражается массой груза Р (темный кружок). Неуравновешенность диска заставляет его останавливаться всегда так, чтобы груз Р занимал самое низкое положение. Если к диску на противоположной стороне и на том же расстоянии от оси, что и темный кру-Жок, прикрепим груз такой же массы (заштрихованный кРУжок), то это уравновесит диск. В этом случае говорят, что Диск уравновешен относительно оси вращения.
Рассмотрим деталь, у которой длина больше диаметра. Если ее уравновесить только относительно оси вращения, то возникает сила, которая стремится повернуть продольную ось детали против часовой стрелки и тем самым дополнительно нагружает подшипники. Чтобы избежать этого, уравновешивающий груз располагают на расстоянии от силы.
Сила, с которой действует неуравновешенная вращающаяся масса, зависит от величины этой неуравновешенной массы, расстояния ее от оси, от квадрата числа оборотов ее. Следовательно, чем выше скорость вращения детали, тем сильнее оказывается ее неуравновешенность.
При значительных скоростях вращения неуравновешенные детали вызывают вибрацию детали и машины в целом, в результате чего подшипники быстро изнашиваются, а в некоторых случаях машина может разрушиться. Поэтому детали машин, вращающиеся с большой скоростью, должны быть тщательно отбалансированы.
Существует два вида балансировки: статическая и динамическая.
Статическая балансировка может уравновешивать деталь относительно ее оси вращения, но не может устранить действие сил, стремящихся повернуть продольную ось изделия. Статическую балансировку производят на ножах или призмах, роликах. Ножи, призмы и ролики должны быть калеными и шлифованными и перед балансировкой выверены на горизонтальность.
Операцию балансировки выполняют следующим образом. На ободе шкива предварительно наносят мелом черту. Вращение шкива повторяют 3 — 4 раза. Если меловая черта будет останавливаться в разных положениях, то это будет указывать на то, что шкив отбалансирован правильно. Если меловая черта каждый раз будет останавливаться в одном положении, то это значит, что часть шкива, находящаяся внизу, тяжелее противоположной. Чтобы устранить это, уменьшают массу тяжелой части высверливанием отверстий или увеличивают массу противоположной части обода шкива, высверлив отверстия, а затем залив их свинцом.
Динамическая балансировка устраняет оба вида неуравновешенности. Динамической балансировке подвергают быстроходные детали со значительным отношением длины к диаметру (роторы турбин, генераторов, электродвигателей, быстровращающиеся шпиндели станков, коленчатые валы автомобильных и авиационных двигателей и т. д.).
Динамическую балансировку производят на специальных станках высококвалифицированные рабочие. При динамической балансировке определяют величину и положение массы, которые нужно приложить к детали или отнять от нее, чтобы деталь оказалась уравновешенной статически и динамически.
Центробежные силы и моменты инерции, вызванные вращением неуравновешенной детали, создают колебательные движения из-за упругой податливости опор. Причем колебания их пропорциональны величине неуравновешенных центробежных сил, действующих на опоры. На этом принципе основана балансировка деталей и сборочных единиц машин.
Динамическая балансировка выполняется на электрических автоматизированных балансировочных станках. Они в интервале 1—2 мин выдают данные: глубину и диаметр сверления, массу грузов, размеры контргрузов и места, где необходимо закрепить и снять грузы. Кроме того, выполняется регистрация колебаний опор, на которых вращается уравновешенная сборочная единица, с точностью до 1 мм.
Маховики, шкивы и различные летали, вращающиеся g большими окружными скоростями, должны быть уравновешенными (отбалансированными), иначе машины, в которые входят эти детали, будут работать с вибрациями. Это отрицательно сказывается на работе механизмов оборудования и машины в целом.
Неуравновешенность деталей возникает из-за неоднородности материала, из которого они изготовляются; отклонений в размерах, допущенных при их изготовлении и ремонте; различных деформаций, полученных в результате термообработки; от различной массы крепежных деталей и т.д. Устранение неуравновешенности (дисбаланса) осуществляется балансировкой, которая является ответственной технологической операцией.
Существуют два способа балансировки: статическая и динамическая. Статическая балансировка — это уравновешивание деталей в неподвижном состоянии на специальных приспособлениях — ножевых направляющих, роликах и др.
Динамическая балансировка, предельно уменьшающая вибрации, производится при быстром вращении детали на специальных станках.
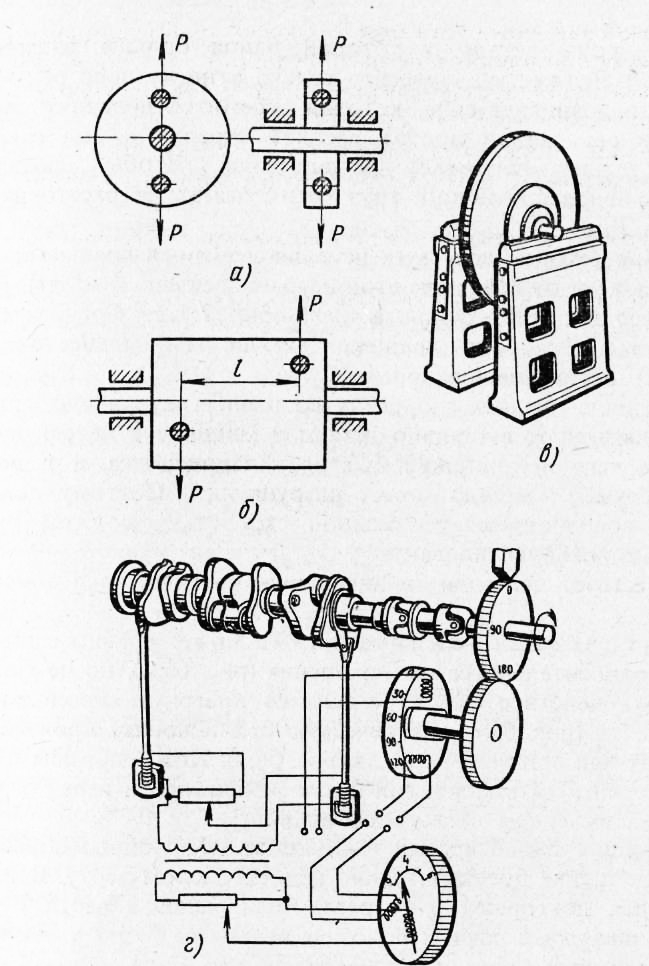
Статической балансировке подвергают ряд деталей (шкивы, кольца, гребные винты и др.) На рис. 1, а изображен диск, центр тяжести которого находится на расстоянии е от геометрического центра О. При вращении образуется неуравновешенная центробежная сила Q.
Опорные заостренные, чисто обработанные и закаленные поверхности ножей выверяют линейкой и уровнем на горизонтальность с точностью 0,05—0,1 мм на длине 1000 мм.
Уравновешиваемую деталь надевают на оправку, концы которой должны быть одинакового, притом возможно меньшего диаметра. Это существенное условие повышения чувствительности балансировки без ущерба для жесткости установки оправки с деталью на ножах. Балансировка состоит в следующем: деталь с оправкой слегка подталкивают и дают ей возможность свободно остановиться, ее более тяжелая часть после остановки всегда займет нижнее положение.
Балансируют деталь одним из двух способов: или облегчают ее тяжелую часть высверливанием или вырубанием из нее лишнего металла, либо утяжеляют диаметрально противоположную часть.
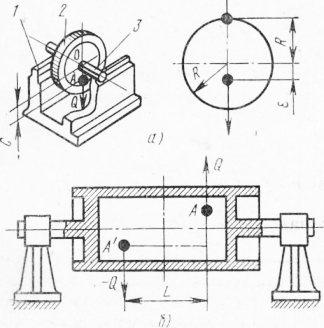
Рис. 1. Схемы балансировки деталей:
а — статическая, б — динамическая
На рис. 1, б дана схема динамической неуравновешенности детали: центр тяжести может находиться далеко от ее середины, в точке А. Тогда при вращении на повышенной скорости масса дисбаланса будет создавать момент, опрокидывающий деталь, образуя вибрации и повышенные нагрузки на подшипнике. Для уравновешивания нужно установить добавочный груз в точке А’ (или высверлить массу дисбаланса в точке А). При этом масса дисбаланса и добавочного груза образуют пару центробежных сил, параллельных, но противоположно направленных — Q и — Q, с плечом L, при котором опрокидывающий момент ликвидируется (уравновешивается).
Динамическую балансировку выполняют на специальных станках. Деталь устанавливают на упругие опоры и присоединяют к приводу. Частоту вращения доводят до такого значения, чтобы система вошла в резонанс, что позволяет заметить область колебаний. Для определения уравновешенной силы закрепляют на детали грузы, подбираемые так, чтобы образовалась противоположная сила и, следовательно, противоположно направленный момент.
§ 3. БАЛАНСИРОВКА ДЕТАЛЕЙ.
Чтобы статически уравновесить вращающуюся деталь, надо центр ее тяжести перенести на геометрическую ось вращения. Такой вид уравновешивания называется
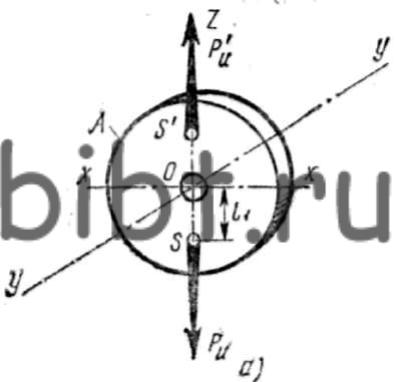
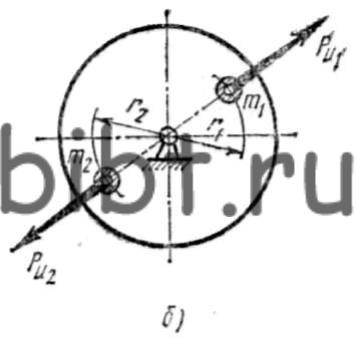
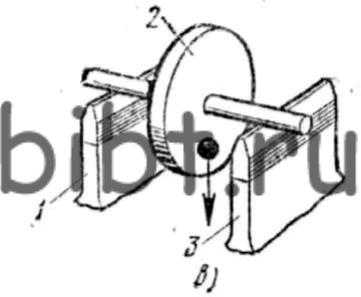
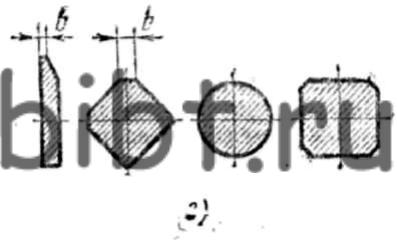
Рис. 110. Виды статической балансировки:
На рис. 110, а даны положения трех главных центральных осей XX, YY и ZZ. Если центр тяжести S вращающегося тела перенести в точку О пересечения главных центральных осей, то это тело будет находиться в равновесии.
Неуравновешенность центробежных сил приводит к упругим периодическим колебаниям вала. При больших скоростях эти колебания вала передаются через подшипники и станину на фундамент, который может подвергнуться преждевременному разрушению.
Поэтому рекомендуется во всех вращающихся деталях уравновешивать силы инерции, чтобы не допускать больших дополнительных нагрузок на механизм.
Объясним это на примерах.
Самым простым устройством для статической балансировки являются параллельные стенды. Конструкция их ясна из рис. 110, в. Профили направляющих, по которым перекатывается уравновешиваемая деталь, показаны на рис. 110, г. Чтобы уменьшить коэффициент трения, рабочая часть направляющих должна быть закалена и тщательно отшлифована. Ширину b делают минимальной, чтобы не создавать вмятин на поверхности цапф.
В зависимости от массы деталей рекомендуется использовать следующую ширину призм:
Статическая и динамическая балансировка деталей
При больших скоростях вращения даже незначительная неуравновешенная масса детали относительно оси вращения может явиться причиной появления значительной неуравновешенной центробежной силы, вызывающей дополнительную динамическую нагрузку на подшипники, что приводит к преждевременному износу деталей. Неуравновешенные центробежные силы являются одной из главных причин вибрации гидропередачи, которая представляет собой весьма вредное явление.
Статическая балансировка. Показателем статической уравновешенности детали является способность ее сохранять состояние покоя в любом положении на горизонтальных направляющих. Балансируемую деталь устанавливают таким образом, чтобы неуравновешенная масса Я (рис. 41) располагалась в горизонтальной плоскости, проходящей через ось балансируемой детали. На противоположной стороне детали прикрепляют груз п, при котором неуравновешенная масса Я могла бы сообщить балансируемой детали поворот на небольшой угол. Затем поворачивают балансируемую деталь в том же направлении на 180°, т. е. в такое положение, чтобы груз п и масса Я оказались бы снова в горизонтальной плоскости. В этом случае масса Я перевесит и изделие будет стремиться повернуться в обратном направлении. Далее подбирают добавочный груз Р к грузу так, чтобы балансируемое изделие оставалось в том положении, в какое его ставят.
Если статическая балансировка выполняется на призмах качения, то возникающие силы трения в точках опоры

Рис. 41. Схема статической балансировки детали препятствуют перекатыванию детали. Точность балансировки зависит от соотношения вращающего момента, создаваемого неуравновешенной массой, и момента сил трения в точках опоры.
Динамическая балансировка. Вращающиеся части гидропередачи, имеющие форму роторов, хотя и уравновешенные статически, могут иметь дисбаланс, который способствует износу шеек валов и подшипников, а также появлению вибраций, могущих привести к разрушению деталей. Неуравновешенные массы создают центробежные силы. Независимо от места расположения в роторе (например, вал в сборе с насосными колесами) неуравновешенных масс, их величины и количества суммарное действие сводится к двум силам, действующим на опоры, разным по величине и направлению. Эти силы вызывают колебания подшипников, а через них и корпусов гидропередачи.
Для динамической балансировки используют станки Минского станкостроительного завода. Устранение неуравновешенности осуществляется высверливанием или снятием металла в технологически предусмотренных местах (плоскостях исправления).
Простейшее устройство для динамического уравновешивания представляет собой две упругие подшипниковые опоры (рис. 42, а). Одну из опор с помощью соответствующих приспособлений при уравновешивании запирают, а другой дают возможность свободно колебаться в вертикальной плоскости, и при прохождении резонанса измеряют размах колебаний этой опоры. Разделив окружность одного из колес на восемь равных частей и пронумеровав их (рис. 42, б), устанавливают поочередно в каждом из пронумерованных мест (на одинаковом радиусе) пробный груз и измеряют размах резонансных колебаний при каждой установке пробного груза.
Результаты измерений записывают и наносят в системе прямоугольных координат кривую (рис. 42, в), по которой судят о положении и величине уравновешивающего груза. Наиболее низкая точка полученной кривой (точка К) определяет собой место расположения уравно-

Рис. 42, Схема динамического уравновешивания вешивакяцего груза. Путем нескольких попыток изменения груза в данной точке определяется масса уравновешивающего груза.
Уравновесив деталь в одной плоскости, аналогичным образом поступают при ее балансировке в другой плоскости. Установка уравновешивающего груза на другой стороне вызывает нарушение уравновешенности первой стороны. Поэтому производится повторная проверка с установкой необходимого дополнительного корректировочного груза, который бы компенсировал нарушение уравновешенности.
Статическая балансировка рабочих колес вращающихся механизмов
Надежная и исправная работа вращающихся механизмов зависит от большого числа факторов, таких как: соосность валов агрегата; состояние подшипников, их смазка, посадка на валу и в корпусе; износ корпусов и уплотнений; зазоры в проточной части; выработка сальниковых втулок; радиальный бой и прогиб вала; дисбаланс рабочего колеса и ротора; подвеска трубопроводов; исправность обратных клапанов; состояние рам, фундаментов, анкерных болтов и многое другое. Очень часто упущенный небольшой дефект, как снежный ком тянет за собой другие, а в результате выход оборудования из строя. Только учитывая все факторы, точно своевременно диагностируя их, и соблюдая требования ТУ на ремонт вращающихся механизмов, можно добиться безотказной работы агрегатов, обеспечить заданные рабочие параметры, увеличить межремонтный ресурс, снизить уровень вибрации и шума. Планируется посвятить теме ремонта вращающихся механизмов ряд статей, в которых будут рассмотрены вопросы диагностики, технологии ремонта, модернизации конструкции, требованиям к отремонтированному оборудованию и рационализаторским предложениям по повышению качества и снижению трудоемкости ремонта.
В ремонте насосов, дымососов и вентиляторов трудно переоценить значение точной балансировки механизма. Как удивительно и радостно видеть некогда грохочущую и трясущуюся машину, которую усмирили и успокоили несколько граммов противовеса, заботливо установленные в «нужное место» умелыми руками и светлой головой. Невольно задумываешься о том, что значат граммы металла на радиусе колеса вентилятора и тысячах оборотов в минуту.
Так в чем же причина такой резкой перемены в поведении агрегата?
Дисбаланс
Статическая балансировка
Задачей статической балансировки является приведение центра масс ротора на ось вращения путем изменения распределения массы.
Наука о балансировке роторов объемна и разнообразна. Существуют способы статической балансировки, динамической балансировки роторов на станках и в собственных подшипниках. Балансируют самые различные ротора от гироскопов и шлифовальных кругов, до роторов турбин и судовых коленчатых валов. Создано множество приспособлений, станков и приборов с применением новейших разработок в области приборостроения и электроники для балансировки разных агрегатов. Что касается агрегатов, работающих в теплоэнергетике, то нормативной документацией по насосам, дымососам и вентиляторам предъявляются требования по статической балансировке рабочих колес и динамической балансировке роторов. Для рабочих колес применима статическая балансировка, т. к. при превышении диаметром колеса его ширины более чем в пять раз, остальные составляющие (моментная и динамическая) малы, и ими можно пренебречь.
Чтобы сбалансировать колесо нужно решить три задачи:
2) определить, сколько «заветных грамм» противовеса необходимо и на каком радиусе их расположить;
3) уравновесить дисбаланс корректировкой массы рабочего колеса.
Приспособления для статической балансировки
Найти место дисбаланса помогают приспособления для статической балансировки. Их возможно изготовить самостоятельно они просты и недороги. Рассмотрим некоторые конструкции.
Шейки оправки и рабочие поверхности призм должны быть шлифованными для снижения трения. Призмы необходимо зафиксировать на жестком основании.
Если дать колесу возможность свободно перекатываться по ножам, то после остановки центр масс колеса займет положение не совпадающее с нижней точкой, из-за трения качения. При вращении колеса в противоположную сторону, после остановки оно займет другое положение. Среднее положение нижней точки соответствует истинному положению центра масс устройства (Рисунок №3) для статической балансировки. Они не требуют точной горизонтальной установки как ножи и на диски (ролики) можно устанавливать ротора с разными диаметрами цапф. Точность определения центра масс меньше из-за дополнительного трения в подшипниках качения роликов.
Применяются устройства для статической балансировки роторов в собственных подшипниках. Для снижения трения в них, которое определяет точность балансировки, применяют вибрацию основания или вращение наружных колец опорных подшипников в разные стороны.
Самым точным и в то же время сложным устройством статической балансировки являются балансиро вочные весы (Рисунок №4). Конструкция весов для рабочих колес приведена на рисунке. Колесо устанавливают на оправку по оси шарнира, который может качаться в одной плоскости. При повороте колеса вокруг оси, в различных положениях его уравновешивают противовесом, по величине которого находят место и дисбаланс колеса.
Методы балансировки
Величину дисбаланса или количество граммов корректирующей массы определяют следующими способами:
—методом подбора, когда установкой противовеса в точке противоположной центру масс добиваются равновесия колеса в любых положениях;
В качестве пробной массы можно использовать магниты или пластилин.
Метод кругового обхода
Самым подробным и наиболее точным, но и наиболее трудоемким является метод кругового обхода. Он применим и для тяжелых колес, где большое трение мешает точно определить место дисбаланса. Поверхность ротора делят на двенадцать или более равных частей и последовательно в каждой точке подбирают пробную массу Мп, которая приводит ротор в движение. По полученным данным строят диаграмму (Рисунок №6) зависимости Мп от положения ротора. Максимум кривой соответствует «легкому» месту, куда необходимо установить корректирующую массу Мк = (Мп max + Мп min )/2. 
Способы устранения дисбаланса
После определения места и величины дисбаланса его необходимо устранить. Для вентиляторов и дымососов дисбаланс компенсируется противовесом, который устанавливается на внешней стороне диска рабочего колеса. Чаще всего для крепления груза используют электросварку. Этот же эффект достигается снятием металла в «тяжелом» месте на рабочих колесах насосов (по требованиям ТУ допускается снятие металла на глубину не более 1 мм в секторе не более 1800). При этом корректировку дисбаланса стараются проводить на максимальном радиусе, т. к. с увеличением расстояния от оси, возрастает влияние массы корректируемого металла на равновесие колеса.
Остаточный дисбаланс
Сравнение методов балансировки на различных устройствах
Критерием сравнения точности балансировки может служить удельный остаточный дисбаланс. Он равен отношению остаточного дисбаланса к массе ротора (колеса) и измеряется в [мкм]. Удельные остаточные дисбалансы для различных методов статической и динамической балансировки сведены в таблицу №1.
Из всех устройств статической балансировки, весы дают самый точный результат, однако, это устройство самое сложное. Роликовое устройство, хотя и сложнее параллельных призм в изготовлении, но проще в эксплуатации и дает результат не многим хуже.
Основным недостатком статической балансировки является необходимость получения низкого коэффициента трения при больших нагрузках от веса рабочих колес. Повышение точности и эффективности балансировки насосов, дымососов и вентиляторов можно достичь методами динамической балансировки роторов на  станках и в собственных подшипниках.
станках и в собственных подшипниках.
Применение статической балансировки
Как ремонтировать автомобиль
Балансировка вращающихся деталей
Неуравновешенность (дисбаланс) вращающихся частей является одним из факторов, лимитирующих надежность автомобилей в эксплуатации. Неуравновешенность — состояние, характеризующееся таким распределением масс, которое вызывает переменные нагрузки на опоры, повышенные износ и вибрацию, способствует быстрой утомляемости водителя.
Дисбаланс изделия — векторная величина, равная произведению локальной неуравновешенной массы т на расстояние до оси изделия г или произведению веса изделия G на расстояние от оси изделия до центра масс е, т. е. D = mr = Ge.
Виды неуравновешенности
Балансировка вращающихся деталей проводится при возникновении в процессе изготовления (восстановления) деталей, сборки узлов и агрегатов и изменяет свое количественное значение в процессе эксплуатации и текущего ремонта.
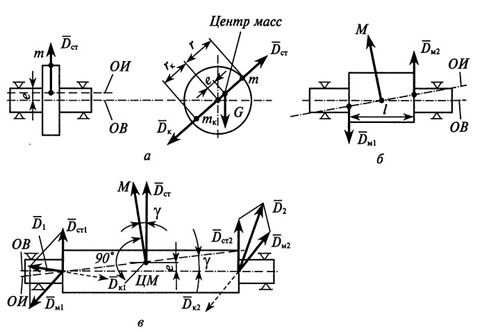
В зависимости от взаимного расположения оси изделия и его главной центральной оси инерции различают три вида неуравновешенности: статическую, моментную и динамическую.
При статической неуравновешенности ось ОВ вращения детали смещена на эксцентриситет е и параллельна главной центральной оси инерции. Данная неуравновешенность присуща дискообразным деталям (маховики, диски сцепления, шкивы, крыльчатки, сцепления в сборе и др.) и проявляется как в статическом, так и в динамическом состоянии. Статическая неуравновешенность определяется главным вектором дисбалансов (статический дисбаланс).
При моментной неуравновешенности ось изделия и его главная центральная ось инерции пересекаются в центре масс. Данная неуравновешенность определяется главным моментом дисбалансов М или двумя равными по значению антипараллельными векторами дисбалансов в двух произвольных плоскостях.
Моментная неуравновешенность является частным случаем более общей — динамической неуравновешенности, при которой ось изделия и его главная центральная ось пересекаются не в центре масс или перекрещиваются. Присуща она деталям и узлам типа валов, состоит из статической и моментной неуравновешенностей и определяется главным вектором дисбалансов и главным моментом дисбалансов или двумя приведенными векторами дисбалансов (в общем случае разных по значению и непараллельных), лежащих в двух выбранных плоскостях.
Главный вектор дисбалансов В„ может быть разложен на два параллельных DCTl и Дт2, приложенных в выбранных плоскостях, а главный момент дисбалансов М может быть заменен моментом пары равных антипараллельных дисбалансов Ц,1 и DM2 в тех же плоскостях. Геометрические суммы Дт! + Ai = Д и Дт2 + А2 = А образуют два приведенных дисбаланса А и А в выбранных плоскостях, которые полностью определяют динамическую неуравновешенность изделия.
При вращении неуравновешенного изделия возникает переменная по величине и направлению центробежная сила инерции. Приведение изделий, обладающих неуравновешенностью, в уравновешенное состояние осуществляется их балансировкой, т. е. определением дисбаланса изделия и устранением (уменьшением) его путем удаления или добавления корректирующих в определенных точках масс. В зависимости от вида неуравновешенности тела различают два вида балансировки: статическую и динамическую.
Статическая балансировка.
Статическая балансировка производится на стендах с призмами или роликами либо на специальных станках для статической балансировки в динамическом режиме (при вращении тела). Такая балансировка повышает точность балансировки и открывает возможность автоматизации процесса.
Динамическая балансировка вращающихся деталей
При такой балансировке определяются и устраняются (уменьшаются) два приведенных дисбаланса А и А в выбранных плоскостях коррекции путем удаления или добавления двух приведенных корректирующих масс, в общем случае разных по значению и расположенных под разными углами коррекции, в системе координат, связанной с осью детали. При динамической балансировке устраняется (уменьшается) как статическая, так и моментальная неуравновешенность, и изделие становится полностью сбалансированным.