Газы для газовой сварки и резки металлов. Газовые смеси для сварки
В таблице представлены наиболее распространенные газы и газовые смеси для газовой сварки и газовой резки, указаны их основные свойства и область применения:
Выбор того, или иного газа для сварки зависит не только от температуры пламени, но и от количества теплоты (теплотворной способности), которое получается при его сгорании. Коэффициент замены ацетилена, указанный в таблице, это отношение расхода газа-заменителя к расходу ацетилена при одинаковой эффективной тепловой мощности. Данный коэффициент необходим, если потребуется заменить ацетилен другим горючим газом.
Ацетилен для газовой сварки
Ацетилен образуется при взаимодействии карбида кальция CaC2 с водой. Карбид кальция способен поглощать влагу из атмосферы и разлагаться под её воздействием. Поэтому, его хранят в герметичных барабанах из кровельной стали. Вместимость таких барабанов составляет 100-130кг. Получают карбид кальция при сплавлении в электропечах кокса и обожжённой извести:
Ацетилен С2Н2 представляет собой химическое соединение углерода с водородом. Для получения ацетилена используют ацетиленовые генераторы, в которые загружают карбид и воду. Химическое взаимодействие карбида кальция и воды протекает интенсивно, с большим выделением теплоты Q:
Из 1кг карбида кальция можно получить до 300л ацетилена. При нормальных условиях ацетилен бесцветен и обладает резким специфическим запахом. Ацетилен легче воздуха, его плотность составляет 1,09кг/м3.
Ацетилен взрывоопасен, если он находится в смеси с воздухом и его концентрация составляет 2,2-81% по объёму. В смеси с кислородом ацетилен взрывоопасен, при его концентрации 2,8-93% по объёму. Наиболее взрывоопасны ацетиленокислородные смеси, содержащие 7-13% ацетилена.
При растворении в жидкости взрывоопасность ацетилена существенно снижается. На практике ацетилен растворяют в ацетоне, 1л которого способен растворить до 20л ацетилена. Об этом мы говорили в статье: «Газовые баллоны для сварки. Газосварочные баллоны».
Кроме карбида кальция, источниками ацетилена являются природный газ, нефть и уголь. Полученный из природного газа, ацетилен называется пиролизным.
Водород для газовой сварки
Водород представляет собой бесцветный газ, не имеющий запаха. При смешивании с кислородом или воздухом образует «гремучий газ», который является взрывоопасным. Поэтому, в случае применения водорода для сварки металлов, необходимо строго придерживаться правил безопасности при его хранении, транспортировании и использовании.
Водород хранят и транспортируют в стальных газосварочных баллонах при давлении, не превышающем 15МПа. Получить его можно, разлагая воду на водород и кислород при помощи электролиза. Также водород синтезируют в специальных водородных генераторах путём химической реакции серной кислоты H2SO4 и цинка, либо железной стружки. При этом образуются сульфаты цинка или железа, а освободившийся водород скапливается внутри генератора.
Коксовый газ для сварки
Городской газ и природный газ для сварки
Нефтяной газ, природный газ и пропанобутановая смесь для газовой сварки
Пиролизный газ представляет собой смесь горючих газов, образующихся при распаде нефти, мазута и других нефтепродуктов при воздействии на них высоких температур. В состав пиролизного газа входят сернистые соединения, которые вызывают коррозию мундштуков в газовых сварочных горелках. Поэтому, перед применением этот газ проходит тщательную очистку.
Пропанобутановые смеси являются бесцветными смесями, не имеющими запаха. Состоят они из пропана С3Н8 и бутана С4Н10. Эта смесь обладает наибольшей теплотворной способностью, т.е., при её сгорании выделяется наибольшее количество теплоты.
Бензин и керосин для газовой сварки
Бензин и керосин являются продуктами переработки нефти. Они представляют собой бесцветные жидкости со специфическим запахом и легко испаряются. Применяют их при газопламенной обработке, подавая их в виде паров. Для этого в сварочных резаках или горелках предусматривают специальные испарители, которые преобразуют бензин и керосин из жидкого состояния в парообразное. Испарители нагреваются от вспомогательного пламени или при помощи электричества.
Кислород для газовой сварки
Кислород для газовой сварки необходим, чтобы обеспечить сгорание горючих газов или паров горючей жидкости. Кислород несколько тяжелее воздуха и его плотность составляет 1,33кг/м3. Кислород очень активен химически и он поддерживает горение газов при газовой сварке, образовывая, при этом, большое количество теплоты.
Кислород хранят и транспортируют в кислородных газовых баллонах под давлением 15МПа. Баллон объёмом 40л способен под давлением 15МПа хранить до 6м3 кислорода. Кроме газовых баллонов, кислород может поставляться к месту сварки в жидком состоянии в специальных ёмкостях.
Для переходя жидкого кислорода в газообразный, применяют газификаторы и насосы с испарителями для жидкого кислорода. К сварочным постам для газовой сварки кислород подаётся по газопроводу. Транспортировка кислорода в газообразном состоянии позволяет уменьшить объём транспортировочной тары, приблизительно, в 10 раз, т.к. из 1л жидкого кислорода, при нормальных условиях, получается 860л газообразного кислорода.
Согласно ГОСТ 5583, для газокислородной сварки и резки металлов применяют технический кислород, который бывает трёх сортов. Первый сорт имеет чистоту 99,7% кислорода. Второй сорт с чистотой 99,5 кислорода. Третий сорт содержит не менее 99,2% кислорода по объёму.
Чистота кислорода имеет большое значение для газовой сварки и резки металлов. При снижении чистоты кислорода на 1%, качество сварки снижается и увеличивается расход кислорода, приблизительно на 1,5%.
Какой газ выбрать? Ацетилен, пропан или природный газ (метан)?

Правильный подбор газов и оборудования — процесс довольно непростой, однако наиболее комплексно и внимательно необходимо подходить к выбору поставщика продукта. Самое эффективное решение — найти единого поставщика газов и оборудования.
Ацетилен, пропан и природный газ (метан)— три основных газа, пользующихся спросом на сегодняшнем рынке горючих газов для термических процессов. Позиция ацетилена на рынке постоянно изменяется. Позиция пропана на рынкеотличается большей стабильностью. Низкая цена на природный газ, имевшая место на протяжении последних лет, не только стабилизировала его применение, но и обеспечила постоянный рост спроса на него у производственников.
Но как правильно подойти к вопросу выбора горючего газа? Ответ довольно прост. Выбор должен быть в пользу максимального удовлетворения потребностей в условиях вашего производства.
Для различных технологических процессов необходимы горючие газы с различными свойствами. Поэтому всегда нужно принимать во внимание следующие основные положения.
Мощность пламени
Для резки, сварки и родственных технологий мощность пламени и его способность к передаче энергии в материал имеют большое значение. Первичное ацетиленовое пламя нагревает поверхность материала до температуры воспламенения значительно быстрее, чем другие горючие газы.
Температура пламени
Время подогрева и скорость резания и, следовательно, общее операционное время во многом зависит от температуры пламени. Именно температура пламени является наиболее важным фактором для подогрева.
Потребление кислорода
При использовании разных горючих газов необходимо разное количество кислорода. Ниже приведено отношение расхода кислорода к расходу каждого из трех горючих газов (так называемый состав горючей смеси), необходимое для образования нормального пламени для резки.
| Горючий газ | Состав смеси (расход кислорода/расход горючего газа) |
| Ацетилен | 1,1 |
| Пропан | 4,0 |
| Природный газ | 1,8 |
Область применения. Лишь при использовании ацетилена возможно изменение состава газовой смеси для получения нейтрального или восстановительного пламени. При температурах, используемых в промышленности, все остальные горючие газы дают только окислительное пламя. По этой причине природный газ и пропан не используются для сварки.
Материалы, применяемые при газовой сварке
Газы для сварки
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1 м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура.
Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем,чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается.
Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздух разделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов:
высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной температуре и давлением ацетилен находится в газообразном состоянии.
Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак.
Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500 С. Смесь ацетилена с воздухом взрывается при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Газы заменители ацетилена
При сварке металлов можно применять другие газы и пары жидкостей. Для эффективного нагрева и расплавления металла при сварке необходимо чтобы температура пламени была примерно в два раза превышала температуру плавления свариваемого металла.
Для сгорания горючих различных газов требуется различное кол-во кислорода подаваемого в горелку.
Газы заменители ацетилена применяют во многих отраслях промышленности. Поэтому их производство и добыча в больших масштабах и они являются очень дешевыми, в этом их основное преимущество перед ацетиленом.
Вследствие более низкой темерауры пламени этих газов применение их ограничено некоторыми процессами нагрева и плавления металлов.
При сварке же стали с пропаном или метаном приходится применять сварочную проволоку содержащею повышенное количество кремния и марганца, используемых в качестве раскислителей, а при сварке чугуна и цветных металлов использовать флюсы.
Газы– заменители с низкой теплопроводной способностью не экономично транспортировать в баллонах. Это ограничивает их применение для газопламенной обработки.
Горючие газы для сварки и резки
| Горючие газы | Температура пламени при сгорании в кислороде, 0 С | Коэффициент замены ацетилена |
| Ацетилен | 3150 | 1,05 |
| Водород | 2400-2600 | 5,2 |
| Метан | 2400-2500 | 1,6 |
| Пропан | 2700-2800 | 0,6 |
| Пары керосина | 2400-2450 | 1-1,3 |
Сварочные проволоки и флюсы
В большинстве случаев при газовой сварке применяют присадочную проволоку близкую по своему хим. составу к свариваемому металлу.
Нельзя применят для сварки случайную проволоку неизвестной марки.
Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла,краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления металла.
Проволока должна плавится спокойно и равномерно, без сильного разбрызгивания и вскипания,образуя при застывании плотный однородный металл без посторонних включений и прочих дефектов.
Для газовой сварки цветных металлов (меди, латуни, свинца), а так же нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски нарезанный из листов той же марки, что и сваривает металл.
Флюсы
Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую температуру плавления, чем металл. Окислы покрывают капли расплавленного металла тонкой пленкой и этим сильно затрудняют плавление частиц металла при сварке.
Для защиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков покрывает поверхность расплавленного металла, защищая его от окисления.
Состав флюсов выбирают в зависимости от вида и свойств свариваемого металла.
В качестве флюсов применяют прокаленную буру, борную кислоту. Применение флюсов необходимо при сварке чугуна и некоторых специальных легированных сталей, меди ее сплавов. При сварке углеродистых сталей не применяют.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Горючие газы
Горючие газы в смеси с кислородом предназначены для газопламенной обработки металлов. Наиболее часто для газовой сварки применяют ацетилен. Для газовой резки сталей, когда температура подогревающего пламени не оказывает решающего влияния на протекание процесса, а лишь увеличивает продолжительность начального подогрева металла перед резкой, рекомендуется использовать газы-заменители ацетилена, у которых температура пламени не менее 1800-2000°C.
В качестве газов-заменителей ацетилена используют:
Содержание
Ацетилен
Ацетилен С2Н2 является основным горючим газом для газовой сварки и резки металлов, температура его плавления при сгорании в смеси с технически чистым кислородом достигает 3150°С.
Ацетилен является химическим соединением углерода и водорода. Технический ацетилен при нормальных давлении и температуре представляет собой бесцветный газ с резким специфическим чесночным запахом, обусловленным содержащимися в нем примесями сероводорода, аммиака, фосфористого водорода и др. Длительное вдыхание его вызывает тошноту, головокружение и даже отравление.
Повышение давления существенно снижает температуру самовоспламенения. Присутствие в ацетилене других веществ увеличивает поверхность контакта и тем понижает температуру самовоспламенения.
Зависимость температуры воспламенения ацетилена от давления приведена ниже:
| Температура, °С | 630 | 530 | 475 | 350 |
| Абсолютное давление, МПа | 0,2 | 0,3 | 0,4 | 2,2 |
Присутствие окиси меди снижает температуру самовоспламенения ацетилена до 240°С. При определенных условиях ацетилен реагирует с медью, образуя взрывоопасные соединения, вот почему категорически запрещается при изготовлении ацетиленового оборудования применение сплавов, содержащих более 70% меди.
Взрываемость ацетилена понижается при растворении его в жидкостях. Особенно хорошо он растворяется в ацетоне. В одном объеме технического ацетона при 20°С и нормальном атмосферном давлении можно растворить до 20 объемов ацетилена. Растворимость в ацетоне увеличивается с увеличением давления и понижением температуры.
Технический ацетилен получают двумя способами:
Ацетилен, полученный из природного газа, называется пиролизным. Получение его из природного газа на 30-40% дешевле, чем из карбида кальция.
К месту сварки ацетилен доставляется в специальных стальных баллонах, заполненных пористой пропитанной ацетоном массой, под давлением 1,9 МПа.
При сварке температура пламени должна примерно в два раза превышать температуру плавления металлов, поэтому газы-заменители, температура пламени которых ниже, чем у ацетилена, необходимо использовать при сварке металлов с более низкой температурой плавления, чем у сталей. При кислородной резке используются горючие газы, которые при сгорании в смеси с кислородом дают пламя с температурой не ниже 2000°С. Выбор горючего газа зависит от его теплотворной способности.
Теплотворная способность количество теплоты в килоджоулях, получаемое при полном сгорании 1 м 3 газа
Чем выше теплотворная способность газа, тем меньше его расход при сварке и резке металлов. Для полного сгорания одинакового объема различных горючих газов требуется различное количество кислорода, от этого зависит эффективная мощность пламени.
Эффективной мощностью пламени называется количество тепла, вводимое в нагреваемый металл в единицу времени
Для расчетов замены ацетилена другим газом-заменителем пользуются коэффициентом замены ацетилена.
Водород
Ниже представлена лишь справочная информация о водороде, для более подробной информации читайте статью плотность, формула, масса, получение и другие характеристики водорода
Водород H2 в нормальных условиях представляет собой горючий газ без цвета и запаха. Это один из самых легких газов, он в 14,5 раза легче воздуха. Водород способен образовывать в определенных пропорциях взрывоопасные смеси с воздухом и кислородом. Поэтому при сварочных работах необходимо строго соблюдать правила безопасности труда. Получают водород разложением воды электрическим током. К месту сварки водород доставляют в стальных баллонах в газообразном состоянии под давлением 15 МПа. Баллоны для водорода окрашивают в зеленый цвет. Водород, применяемый для сварочных работ, должен удовлетворять требованиям ГОСТ 3022-80. Водородно-кислородное пламя имеет синюю окраску и не имеет четких очертаний зон пламени, что затрудняет, его регулировку.
Коксовый газ
Городской газ
Пропан
Смесь легко превращается в жидкое состояние, например при температуре 233 К пропан-бутановая смесь сжижается при атмосферном давлении. Сжиженные газы хранят только в закрытых емкостях, так как испарение жидкости происходит даже при 273 К.
Плотность пропан-бутана больше плотности воздуха, поэтому необходимо тщательно следить за герметичностью аппаратуры и коммуникаций во избежание образования взрывоопасной смеси газа с воздухом внизу помещения. Заполнение емкостей пропаном и пропан-бутановой смесью, транспортирование их, а также слив газа должны выполняться в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», утвержденными Госгортехнадзором.
Пропан-бутановые смеси широко применяются при резке сталей, сварке и пайке легкоплавких цветных металлов, закалке, газовой сварке пластмасс. К месту сварки смесь поставляют в стальных баллонах под давлением 1,6 МПа или по газопроводам через перепускную рампу. При испарении 1 кг пропана образуется 500 дм 3 газа.
Бензин
Бензин является продуктом переработки нефти. Он представляет собой легко испаряющуюся прозрачную жидкость с резким характерным запахом. Пары бензина при сгорании в кислороде дают температуру пламени 2400-2500°С. Для очистки бензина его фильтруют через войлок. Бензин используется для кислородной резки, а также для сварки и пайки легкоплавких металлов.
Керосин
Керосин также является продуктом переработки нефти и представляет собой бесцветную желтоватую легко испаряющуюся жидкость. Керосин, применяемый для сварки и резки металлов, должен удовлетворять требованиям ТУ 38.71-58-10-90. Керосин применяют также для сварки и пайки легкоплавких цветных металлов.
Итак, мы узнали, что ацетилен является основным горючим газом для газовой сварки, но для газовой резки применяют другие, менее дорогие газы, которые позволяют осуществлять процесс резки без существенной потери производительности и качества.
Какой газ используют при сварке?
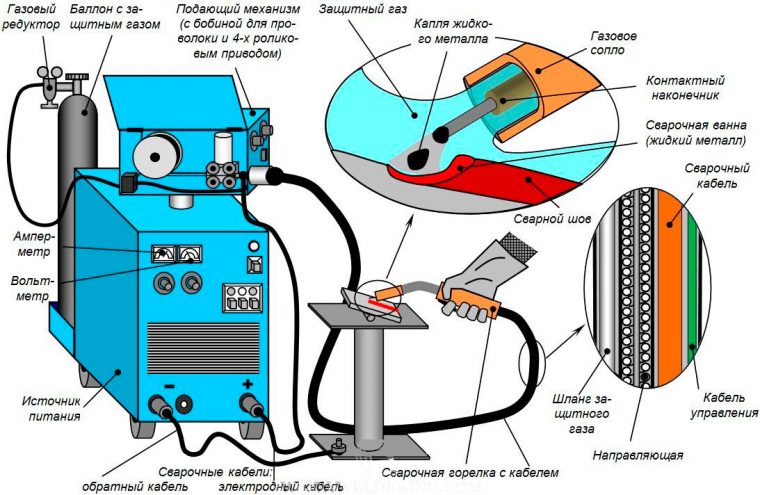
О возможности полуавтоматической сварки материалов в среде углекислого газа заговорили в середине ХХ столетия. Разработали данную методику Новожилов Н.М. и Любавский К.В. – советские исследователи. Данный способ сварки из-за дешевизны углекислого газа, благодаря высокой степени производительности стал достаточно востребованным в строительной, производственной индустрии, и, конечно же, в быту.
Суть технологии газосварки
Согласно данной методике углекислый газ, обеспечивающий защиту на соединяемом участке, под влиянием высокой температуры дуги делится на О2, угарный газ. В результате поток образовавшейся газовой смеси защищает зону сваривания материала от негативного воздействия воздуха внешней среды, взаимодействует с углеродом, железом.
Для предотвращения окисления СО2 в прут для сварки газом вводится марганец, кремний, которые являются химически активнее больше железа, они окисляются первыми. Поэтому пока Mn, Si будут присутствовать на участке соединения металлических изделий, углерод, железо окисляться не будут.
Для получения высококачественных сварных швов при сваривании углеродистых сталей, пропорция марганец/кремний берется 1/2. Образующиеся оксиды марганца, кремния при выполнении работ не растворяются в сварной ванне, они формируют легкоплавкое соединение после реакции между собой. Данное соединение легко выводится из металла, находящегося в жидком состоянии.
Особенности сварочных работ в углекислотной среде
Полуавтоматическая сварка в среде углекислого газа выполняется постоянным током, обладающим обратной полярностью, так как ток прямой полярности негативно влияет на стабильность дуги (сварной шов будет иметь дефекты).
Также сварку можно производить на переменном токе, но тогда в цепи обязательно нужно использовать осциллятор.
Используемые газы для газосварки
Типов сварки существует несколько вариантов. Они отличаются между собой технологией образования сварочной ванны, имеющей высокую температуру, предназначение которой – соединение, резка металлов, их сплавов. Это может выполняться газовым пламенем, ультразвуком или электрической дугой. Принцип соединения металлов основан на расплавлении краев отдельных металлических конструкций для дальнейшего их соединения вместе, в результате которого получается сварочный шов.
Зависимо от газа, используемого для сварочных работ, показатель температуры будет отличаться. К примеру, при взаимодействии с карбидом кальция Н2О, осуществляется выделение ацетилена. В процессе реакции данного элемента с кислородом температура пламени может достигать больше 3000ºС.
Сварочные газы – это все бутаны, пропаны, бензолы, МАФ, керосины и т. д. При использовании для сварки любых газов обязательно наличие кислорода – это катализатор горения. О2 должен быть чистый и высококачественный. От этого будет зависеть максимальный температурный показатель.
Газовый состав
В газовом составе обязательно присутствие чистого кислорода, который предоставляет возможность получать максимальную температуру горения, важные показатели пламени. От качества этого компонента будет зависеть полнота сгорания горючих компонентов, а от его количества – окислительные, восстановительные характеристики, получаемые пламенем.
К условиям хранения газов предъявляются особые требования. Применение специальных емкостей (баллонов) обязательно, так как:
Если использовать атмосферный кислород, сварные швы не получатся ровными. При этом после расплавления и последующего соединения металл потеряет свои первоначальные качества. Применение стандартного кислорода, который содержится в атмосфере недостаточно эффективно. В нем присутствуют разнообразные примеси, которые существенно снижают скорость сгорания компонентов, а это соответственно сказывается на температуре пламени горелки.

Газы для сварки
Механизированная сварка в среде защитных газов предполагает использование активных, инертных газов. Они в металлах не растворяются, не являются ядовитыми.
Активные газы выполняют защиту от воздуха участка сваривания. Они вступают в реакцию, растворяются в металлах.
Наиболее популярные газовые смеси, которые повышают качество шва, улучшают сам процесс соединения:
Достоинства, недостатки газосварки
Сварка в защитных газах характеризуется плавлением материала. Сам процесс основывается на соединении отдельных элементов предварительно нагреваемого металла до расплавления. Для этого берется высокотемпературное пламя горелки, которое формируется в процессе сжигания газового состава с кислородом. Зазор между образцами заполняется предварительно расплавленной металлической проволоки.
Несмотря на некоторые недостатки, сварка в защитных газах позволяет опытному сварщику при правильно подобранной мощности пламени горелки, концентрации газовой смеси производить соединения свариваемых конструкций высокого качества.
При относительно медленном нагреве металлического образца, незначительной концентрации тепла в процессе нагревания производительность газосварки значительно уменьшается с увеличением толщины металлических изделий, которые соединяются.
Сварка в защитных газах стальных изделий, толщина которых превышает 0,6 см, менее эффективна, если сравнивать с дуговой сваркой. В подобных случаях используется достаточно редко.
Цена на газ вместе с кислородом больше, если сравнивать с ценой на используемую электроэнергию при использовании контактной, дуговой сварки.
Автоматическим и механическим процессам газосварка поддается труднее, чем электрическая. Поэтому автоматизированная газосварка с многопламенными горелками используется только при соединении тонких металлических труб, обечаек.
Область применения

Сварка в защитной газовой среде предоставляет возможность выполнять сварное соединение практически любых металлов, которые используются на технических средствах. Например, свинец, медь, чугун лучше поддаются газосварке, чем электродуговой. А благодаря простоте конструкции газосварочное оборудование является достаточно востребованным в сельском хозяйстве, на машиностроительных предприятиях, при выполнении ремонтно-строительных работ, иных сферах деятельности.
Заключение
Подбирая газ для сварки для индивидуальной ситуации, рекомендуется учитывать следующие критерии:
Газосварка будет стоить на порядок выше дуговой, контактной электросварки, так как газ с кислородом значительно дороже электроэнергии.