ОСТ 102-51-85 Контроль неразрушающий. Сварные соединения трубопроводов. Радиографический метод

КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
СВАРНЫЕ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
РАДИОГРАФИЧЕСКИЙ МЕТОД
Утвержден и введен в действие приказом Министерства строительства предприятий нефтяной и газовой промышленности от 28 октября 1985 г. № 452.
ИСПОЛНИТЕЛИ: К.И. Зайцев, канд.техн.наук
Р.Р. Хакимьянов, канд.техн.наук
Н.М. Егорычев, канд.техн.наук
СОГЛАСОВАН: Центральный комитет профсоюза рабочих нефтяной и газовой промышленности
Государственный газовый надзор СССР Министерства газовой промышленности
Специализированное управление пуско-наладочных работ (СУПНР) Министерства нефтяной промышленности
КОНТРОЛЬ НЕРАЗРУШАЮЩИЙ
СВАРНЫЕ СОЕДИНЕНИЯ ТРУБОПРОВОДОВ
РАДИОГРАФИЧЕСКИЙ МЕТОД
Приказом Министерства строительства предприятий нефтяной и газовой промышленности от 28 октября 1985г. № 452 срок введения установлен
до 1 января 1992 г.
Стандарт устанавливает метод радиографического контроля сварных швов трубопроводов и соединительных деталей с толщиной стенки свариваемых элементов до 60 мм с применением рентгеновского или гамма-излучения, а также радиографической пленки.
Применение метода, объем радиографического контроля и критерии оценки качества сварных соединений должны предусматриваться строительными нормами и правилами или другой нормативно-технической документацией (техническими условиями, инструкциями) на проектирование и сооружение трубопроводов.
Настоящий документ разработан на основе и в развитие ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод».
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Настоящий стандарт устанавливает требования к методу радиографического контроля с использованием рентгеновского излучения или гамма-излучения изотопов иридий-192, цезий-137, селен-75, тулий-170 и кобальт-60, а также радиографической пленки и распространяется на сварные соединения трубопроводов выполненных сваркой плавлением.
1.2. Стандарт распространяется на радиографический метод контроля сварных соединений магистральных, промысловых и технологических трубопроводов, трубопроводов насосных и компрессорных станций и станций подземного хранения газа и др. С толщиной просвечиваемого металла до 120 мм.
1.3. Контроль отдельных узлов, имеющих форму, не предусмотренную настоящим стандартом, осуществляется по ГОСТ 7512-82 «Контроль неразрушающий. Соединения сварные. Радиографический метод».
1.4. Радиографический контроль производится для выявления внутренних дефектов в наплавленном металле сварного шва и переходной зоне к основному металлу, для определения геометрических размеров этих дефектов, а также для выявления поверхностных дефектов, но доступных для обнаружения внешним осмотром.
1.5. При радиографическом контроле не гарантировано выявление следующих дефектов:
пор и включений с диаметром поперечного сечения менее удвоенной чувствительности контроля;
непроваров и трещин, раскрытие которых меньше значений, приведенных в табл.1;
непроваров и трещин с глубиной менее удвоенной чувствительности контроля;
непроваров и трещин, плоскость раскрытия которых не совпадает с направлением просвечивания;
любых дефектов, если их изображения на снимках совпадают с изображениями посторонних деталей, острых углов или резких перепадов толщин свариваемых элементов.
Толщина контролируемого металла, мм
Минимальное раскрытие непроваров и трещин, мм
Свыше 40 до 100 включительно
Свыше 100 до 120 включительно
2. ТРЕБОВАНИЯ К ОБОРУДОВАНИЮ, МАТЕРИАЛАМ И ПРИНАДЛЕЖНОСТЯМ ДЛЯ КОНТРОЛЯ
2.1. Основными источниками ионизирующего излучения при проведении радиографического контроля качества сварки трубопроводов должны являться рентгеновские аппараты и радиоизотопные гамма-дофектоскопы.
Рекомендуемые типы рентгеновских аппаратов и гамма-дефектоскопов (переносных и передвижных), а также самоходных внутритрубных устройств приведены в справочных приложениях 1, 2, 3. Характеристики радиоактивных источников излучения даны в справочном приложении 2 ( табл.2).
2.2. При радиографическом контроле сварных соединений следует использовать радиографические технические пленки типа РТ. Допускается использовать другие типы радиографических пленок, в том числе импортные, при условии, что чувствительность получаемых снимков отвечает требованиям нормативно-технической документации на контролируемый объект.
2.3. Перед использованием каждой новой партии радиографической пленки следует определить ее пригодность для выполнения контроля, а именно:
проворить, пленку на отсутствие механических повреждений эмульсионного слоя (переломы, царапины), электростатических разрядов и других дефектов, способных повлиять на результаты контроля;
определить оптическую плотность вуали, которая не должна превышать 0,30 е.о.п. (единиц оптической плотности).
Примечание. Для проверки качества пленки берут неэкспонированную пленку (один лист форматной и два отрезка рулонной пленки длиной по 300 ¸ 400 мм из разных частей рулона), которую проявляет и фиксирует в соответствии с рецептами завода-изготовителя, затем просушивают и анализируют.
2.4. Рекомендуемые типы отечественных и зарубежных радиографических пленок представлены в справочном приложении 4.
2.5. Радиографические пленки следует использовать с металлическими усиливающими экранами или без них. Допускается использовать флуоресцирующие усиливающие экраны, когда просвечивание осуществляется импульсными рентгеновскими аппаратами.
Толщина металлических усиливающих экранов, схемы зарядки кассет (рисунок) приведены в рекомендуемом приложении 5.
2.6. Усиливающие экраны металлические и флуоресцирующие должны иметь ровную чистую поверхность. Наличие на экране складок, трещин, царапин, надрывов и прочих дефектов не допускается.
2.7. Кассеты для зарядки пленок должны быть выполнены из светонепроницаемого материала и обеспечивать плотный прижим усиливающих экранов к пленке.
2.8. Для защиты пленки от рассеянного излучения рекомендуется со стороны, противоположной источнику излучения, экранировать кассету с пленкой (или рулонную пленку в светозащитной упаковке) свинцовыми экранами.
В качестве защитных следует использовать свинцовые экраны толщиной от 1,0 до 3,0 мм.
2.9. При радиографическом контроле следует использовать маркировочные знаки, изготовленные из материала, обеспечивающего получение их четких изображений на радиографических снимках.
Для маркировки радиограмм следует применять маркировочные знаки в виде цифр и букв русского или латинского алфавитов, а также дополнительные знаки в виде стрелок, тире и т.п. (предпочтительны наборы маркировочных знаков № 1, 2, 5 и 6).
Для удобства нахождения дефектных участков шва целесообразно использовать мерительные пояса со свинцовыми знаками, обеспечивающие разметку сварного соединения.
2.11. Для определения чувствительности радиографического контроля следует использовать проволочные, канавочные или пластинчатые эталоны чувствительности по ГОСТ 7512-82.
Допускается использовать канавочные и проволочные эталоны чувствительности, изготовленные по ГОСТ 7512-75.
2.11. Для измерения глубины дефектов методом визуального (или с помощью фотометров и денситометров) сравнения потемнений изображения дефектов с эталонными канавками или отверстиями следует использовать канавочные эталоны чувствительности или имитаторы, при этом необходимым условием является то, что высота усиления сварного шва должна быть не больше толщины эталона чувствительности или толщины имитатора.
2.12. Форма имитаторов может быть произвольной, глубину и ширину (диаметр) канавок и отверстий следует выбирать по табл.2 (количество канавок и отверстий не ограничивается). Имитаторы должны иметь паспорта или сертификаты (на партию) со штампом предприятия-изготовителя, в которых обязательно указывается материал, из которого они изготовлены, их толщина, глубина всех канавок (отверстий) и их ширина (диаметр отверстий). С целью более точного распознавания дефектов (типа шлаковых включений) допускается заполнение отверстий имитаторов жидким стеклом.
Предельные отклонения глубины, мм
Ширина канавок (диаметр отверстий), мм
На рис.1 (а, б, в) и в таблицах к ним представлены возможные варианты имитаторов и их размеры.
Толщина ступеней пластины А, мм
Предельные отклонения, мм
Диаметр отверстий пластины Б, мм
Предельные отклонения, мм
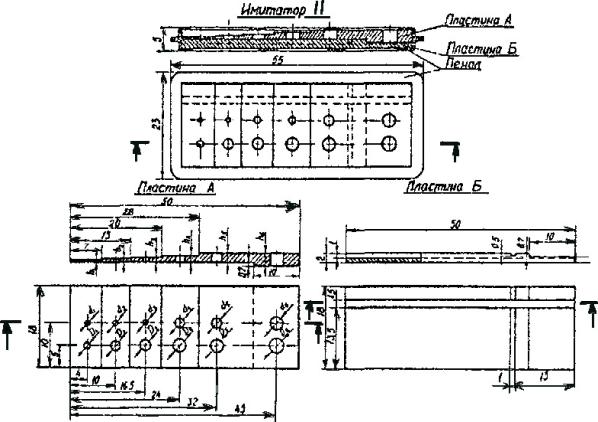
Толщина ступеней пластины А, мм
Предельные отклонения, мм
Диаметр отверстий пластины А, мм
Предельные отклонения, мм
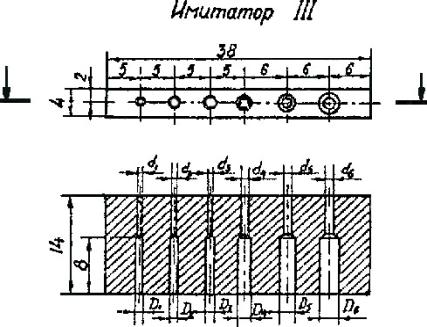
Диаметр отверстий, мм
Предельные отклонения, мм
3. ПОДГОТОВКА К КОНТРОЛЮ
3.1. Радиографический контроль производится после устранения недопустимых наружных дефектов, выявленных при внешнем осмотре сварных соединений. В тех случаях, когда неровности поверхности шва могут затруднить выявление внутренних дефектов в сварном соединении или повредить радиографическую пленку, эта поверхность должна быть обработана. В остальных случаях специальной подготовки поверхности сварного соединения не требуется.
3.2. Подлежащие контролю швы размечают на участки и маркируют краской или любым другим способом для точного нахождения положения каждого радиографического снимка. Способ разметки и маркировки сварного соединения должен обеспечивать их сохранность до сдачи участка трубопровода под изоляцию.
3.3. На каждом участке шва, подвергаемом радиографическому контролю, закрепляют эталоны чувствительности, имитаторы (если это необходимо) и свинцовые знаки.
3.4. Свинцовыми маркировочными знаками обозначают:
номер пленки (снимка);
номер (клеймо) сварщика или бригады;
шифр дефектоскописта, осуществляющего просвечивание стыка.
Изображение на снимке маркировочных знаков должно быть четким и не накладываться на изображение сварного шва.
1. При сварке стыка несколькими сварщиками, не имеющими общего бригадного клейма, для упрощения маркировки следует использовать условный шифр в виде одной буквы для обозначения состава сварщиков. Данное обозначение состава сварщиков должно быть оформлено протоколом за подписями начальника участка и старшего дефектоскописта. При изменении состава сварщиков шифр должен быть заменен на новый.
2. При повторном (после исправления дефектного участка сварного соединения) контроле в маркировку радиограммы в конце группы маркировочных знаков добавляется порядковый номер проведения повторного контроля «П1» или «П2».
3. Допускается маркировка снимков простым карандашом после проявления по следующим позициям: номер пленки (снимка); шифр (клеймо) сварщика или бригады; шифр дефектоскописта.
4. Снимки, на которых отсутствует маркировка, предусмотренная п. 3.4, расшифровке не подлежат.
3.5. При просвечивании сварного шва с получением нескольких радиографических снимков достаточно общей маркировки на одном из снимков, на остальных необходим только шифр объекта, номер стыка и номер пленки (снимка). При использовании вспомогательных мерительных поясов со свинцовыми цифрами, обеспечивающих перенос изображения длины шва на снимки, номера пленок (снимков) можно не ставить. Примеры маркировки радиографических снимков приведены в обязательном приложении 6.
Примечание. При использовании мерительного пояса допускается устанавливать свинцовыми цифрами номер стыка только на фиксированных по пороку пленках, которые приведены ниже. На остальных пленках маркировка номера стыка наносится карандашом до проявления.
Порядковые номера пленок, под которые устанавливаются свинцовыми цифрами номера стыков, приведены в табл.3.
Диаметр трубопровода, мм
Порядковые номера пленок
3.6. При просвечивании сварных швов без усиления (или со снятым усилением) на их границах необходимо устанавливать свинцовые стрелки или другие ограничители, обеспечивающие определение местонахождения шва на радиографическом снимке.
3.8. Эталоны чувствительности при просвечивании на несколько пленок должны быть расположены на каждой из них.
При панорамном просвечивании кольцевых швов трубопроводов на рулонную радиографическую пленку за одну установку источника излучения устанавливают не менее четырех эталонов чувствительности, по одному на каждую четверть длины окружности сварного соединения в местах, наиболее удобных для расшифровки снимка.
3.9. Изображения имитаторов, позволяющих визуально или инструментально определять глубину дефектов, а также эталонов чувствительности, служащих одновременно и имитаторами, должны быть на каждом снимке, либо на каждом участке снимка длиной около 350 мм при просвечивании на рулонные пленки.
3.10. При контроле кольцевых сварных швов диаметром менее 100 ми допускается устанавливать канавочные эталоны чувствительности на расстоянии не менее 5 мм от шва с направлением канавок вдоль шва.
3.11. Если при просвечивании разнотолщинных соединений суммарная толщина канавочного эталона чувствительности и контролируемого металла сварного соединения в месте установки эталона меньше максимальной толщины контролируемого металла сварного соединения и разность оптических плотностей их изображений при этом превышает 1,0 е.о.п., то канавочные эталоны следует устанавливать на прокладку, компенсирующую разность толщин.
3.12. При просвечивании «на эллипс» эталоны чувствительности располагают между контролируемым изделием и источником излучения.
3.13. Проведение контроля без установки эталонов чувствительности или маркировочных знаков должно быть оговорено технической документацией на контроль или приемку сварных соединений каждого конкретного объекта.
4. СХЕМЫ ПРОСВЕЧИВАНИЯ СВАРНЫХ СОЕДИНЕНИЙ
4.1. Кольцевые швы трубопроводов, переходов и трубных узлов (приварки тройников, отводов) просвечивают по одной из четырех схем в зависимости от геометрических размеров труб, типа и активности применяемого источника излучения. Схемы просвечивания представлены на рис.2-5.
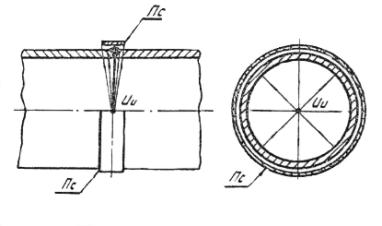
Рис. 2. Схема панорамного просвечивания изнутри трубы за одну установку источника излучения
4.2. Криволинейные швы тройников и отводов можно просвечивать по одной из схем, представленных на рис. 5-10, в зависимости от диаметров свариваемых патрубков, их соотношений, условий доступа к шву.
Примечание. На рис. 2-10 использованы следующие обозначения:
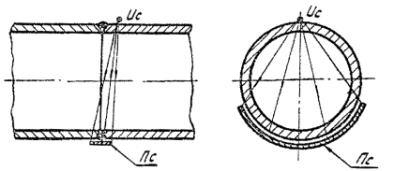
Рис. 3. Схема фронтального просвечивания через две стенки за три установки источника излучения
4.3. При просвечивании по схемам, представленным на рис. 2, 6 и 7, используют любые рентгеновские аппараты и источники радиоактивного излучения, максимально допустимую начальную активность, которых выбирают в соответствии с табл.1 обязательного приложения 7.
Примечание. При просвечивании тройников по схемам, представленным на рис.6-10, пленку укладывают отдельными небольшими отрезками, способными обеспечить плотное ее прилегание к профилю тройника.
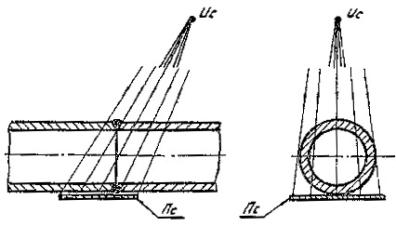
Рис. 4. Схема фронтального просвечивания через две стенки за одну или две установки источника излучения на плоскую кассету (схема просвечивания «на эллипс»)
4.5. Требования, предъявляемые к просвечиванию по схеме, представленной на рис.4 :
4.5.1. За две экспозиции «на эллипс» под углом 90° можно просвечивать трубы диаметром от 57 до 108 мм включительно, используя источники излучения, оговоренные в п.2.1, а также трубы диаметром 114 и 133 мм с толщиной стенки 6 мм и менее;
4.5.2. За одну экспозицию «на эллипс», используя изотоп иридий-192, допускается просвечивать трубы диаметром 57 мм с толщиной стенки 5 мм и менее и диаметром 60 мм с толщиной стенки 4 мм и менее;
4.5.3. За одну экспозицию «на эллипс», используя изотоп цезий-137, допускается просвечивать трубы диаметром 76 мм с толщиной стенки 4 мм и менее, а также трубы диаметром 57 и 60 мм.
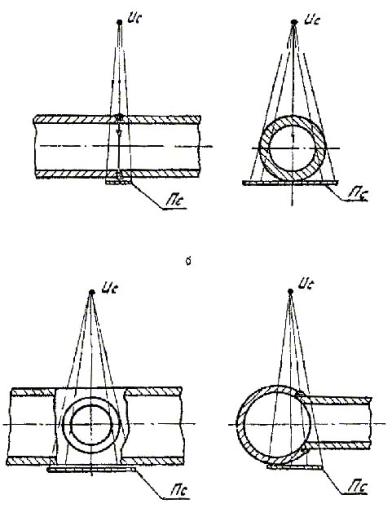
Рис. 5. Схема фронтального просвечивания через две стенки за одну установку источника излучения без его смещения относительно сварного шва:
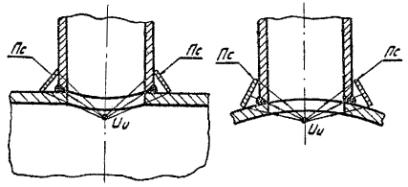
Рис. 6. Схема просвечивания криволинейного шва изнутри трубы за одну установку источника излучения
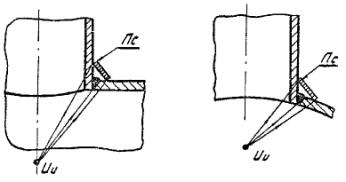
Рис. 7. Схема просвечивания криволинейного шва изнутри трубы за несколько установок источника излучения
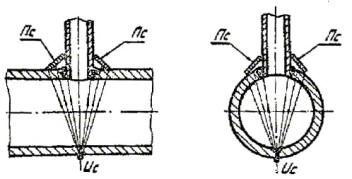
Рис. 8. Схема фронтального просвечивания криволинейных швов врезок малого диаметра за одну установку источника излучения
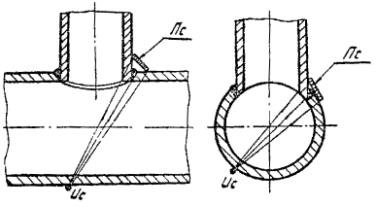
Рис. 9. Схема фронтального просвечивания криволинейных швов врезок большого диаметра за несколько установок источника излучения
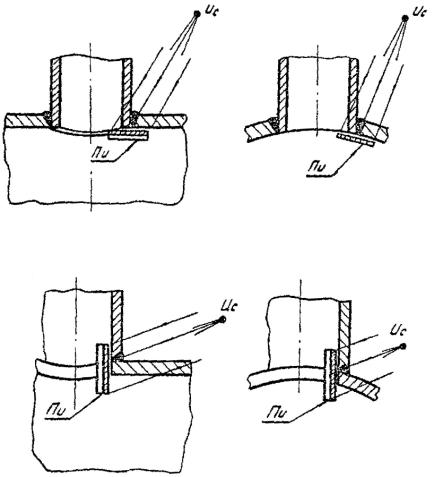
Рис. 10. Схемы просвечивания криволинейных швов врезок снаружи трубы за несколько установок источника излучения
1. Трубы диаметром 114 и 133 мм с толщиной стенки более 6 мм необходимо просвечивать за три установки источника излучения по схеме, представленной на рис.3. Активность источников излучения выбирается в соответствии с табл.2 обязательного приложения 7.
2. Просвечивание за две экспозиции можно производить на гибкую кассету, которая должна охватывать половину окружности сварного шва.
3. Просвечивание тройников и отводов малого диаметра (до 76 мм включительно) можно осуществлять в соответствии с требованиями пп. 4.5.2 и 4.5.3 настоящего ОСТа.
4. При контроле «на эллипс» следует применять мелкозернистые высококонтрастные радиографические пленки (типа РТ-4М, РТ-5 и им подобные) в комбинации со свинцовыми усиливающими экранами.
4.7. Просвечивание стыков врезок диаметром менее 76 мм в трубопроводы большого диаметра можно осуществлять в соответствии с рис.8 и требованиями п.4.4.
4.8. Просвечивание стыков врезок в трубопроводы менее 76 мм производится в соответствии с рис.5,б.
4.9. При просвечивании по схемам, представленным на рис.5, разрешается использовать источники ионизирующего излучения, оговоренные в п.2.1 настоящего стандарта, а радиографические пленки следует применять в соответствии с п.4.5, примечания 4. Фокусное расстояние должно быть не менее пяти диаметров трубопровода.
4.10. Фокусное расстояние при просвечивании по схеме ( рис.4) выбирает в зависимости от активности используемого источника излучения и требуемой чувствительности контроля по табл.3 приложения 7.
5. ВЫБОР ПАРАМЕТРОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
5.2. Максимальную допустимую активность источника излучения и минимальное фокусное расстояние в зависимости от геометрических размеров контролируемых изделий при требуемой чувствительности контроля определяют согласно значениям табл. 1, 2, 3 обязательного приложения 7. Там же приведены примеры пользования табл.1, 2, 3. В справочном приложении 8 (рисунок) представлены материалы по зависимости МЭД от активности источников излучения и поправочные коэффициенты для изотопов Jr-192, Se-75 и Tm-170, при использовании которых через каждые, 1-2 недели необходимо увеличивать время экспозиции делением его первоначального значения на поправочный коэффициент.
5.3. Ориентировочное время экспозиции при просвечивании рентгеновскими аппаратами и радиоактивными источниками определяют в соответствии с номограммами, представленными в рекомендуемом приложении 9 ( рис. 1, 2).
5.4. Суммарная разностенность просвечиваемых за одну экспозицию толщин не должна превышать следующих величин (для оптических плотностей 1,5-3,0 ед.):
При наличии оборудования для просмотра снимков, имеющих почернение до 4 единиц оптической плотности, суммарная разностенность не должна превышать:
7,5 мм при напряжении на трубке 200 кВ;
9,0 мм при напряжении на трубке 260 кВ;
20,0 мм при использовании иридия-192;
22,0 мм при использовании цезия-137.
1. Изображение на снимке более тонкого элемента должно иметь максимальную оптическую плотность (3,0 и 3,6-4,0 е.о.п. соответственно).
2. При определении чувствительности контроля расчет необходимо вести по той толщине стенки, на которую устанавливаются эталоны чувствительности.
5.7. Ширина радиографической пленки должна обеспечивать получение изображения сварного шва и околошовной зоны по 20 мм с обеих сторон шва, эталонов чувствительности, имитаторов, если они используются, и маркировочных знаков.
5.8. При просвечивании по схемам представленным на рис. 2, 3 и 5, угол между направлением излучения и плоскостью сварного шва не должен превышать 5°.
5.9. При просвечивании по схемам, представленным на рис.4, 6-10, угол между направлением излучения и плоскостью контролируемого участка сварного шва в любой его точке не должен превышать 30°.
5.10. Фотообработку экспонированных пленок необходимо осуществлять в строгом соответствии с инструкциями завода-изготовителя этих пленок, обращая при этом особое внимание на соблюдение требований по времени проявления (обычно ручное проявление составляет не менее 5 мин) и температуре растворов.
После фотообработки и сушки на радиограммах должны отсутствовать дефекты, способные повлиять на правильность расшифровки радиограмм.
5.11. Основные правила хранения и фотообработки пленки приведены в обязательном приложении 10.
6. РАСШИФРОВКА РАДИОГРАФИЧЕСКИХ СНИМКОВ
6.1. Снимки, допущенные к расшифровке, должны удовлетворять следующим требованиям:
на снимках не должно быть пятен, полос, загрязнений, следов электростатических разрядов и других повреждений эмульсионного слоя, затрудняющих их расшифровку;
на снимках должны быть видны изображения эталонов чувствительности и маркировочных знаков, ограничительных меток, имитаторов и мерительных поясов, если они использовались,
оптическая плотность изображений основного металла контролируемого участка должна быть не менее 2 е.о.п.
При использовании высокочувствительных экранных радиографических пленок снимки должны иметь потемнение, находящееся в пределах 1-2 е.о.п. (на участках с изображением основного металла).
Разность оптических плотностей изображений канавочного эталона чувствительности и основного металла в месте установки эталона должна быть не менее 0,3 е.о.п.
6.3. Чувствительность контроля К определяют (  в мм или
в мм или  в %) по изображению на снимке канавочного, проволочного или пластинчатого эталона по приведенным ниже формулам.
в %) по изображению на снимке канавочного, проволочного или пластинчатого эталона по приведенным ниже формулам.
Толщина контролируемого металла в месте установки эталона чувствительности, мм
СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
10.4 Контроль физическими методами
10.4.1* Контролю физическими методами подлежат стыки законченных строительством участков газопроводов, выполненных электродуговой и газовой сваркой (газопроводы из стальных труб), а также сваркой нагретым инструментом встык (газопроводы из полиэтиленовых труб, выполненные на сварочной технике с ручным управлением и средней степени автоматизации), в соответствии с таблицей 14*. Допускается уменьшать на 60% количество контролируемых стыков полиэтиленовых газопроводов, сваренных с использованием сварочной техники средней степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Обязательному контролю физическими методами не подлежат стыки полиэтиленовых газопроводов, выполненные на сварочной технике высокой степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола.
Контроль соединений многослойных полимерных и медных газопроводов проводят внешним осмотром и обмыливанием при испытании газопровода.
Число стыков, подлежащих контролю, % общего числа стыков, сваренных каждым сварщиком на объекте
1 Наружные и внутренние газопроводы природного газа и СУГ всех давлений с условным проходом менее 50, надземные и внутренние газопроводы природного газа и СУГ условным проходом 50 и более давлением до 0,005 МПа
Не подлежат контролю
2 Газопроводы ГРП и ГРУ
3 Наружные и внутренние газопроводы СУГ всех давлений (за исключением указанных в строке 1)
4 Надземные и внутренние газопроводы природного газа давлением св. 0,005 МПа
5, но не менее одного стыка
5 Подземные газопроводы природного газа давлением:
10, но не менее одного стыка
св. 0,005 до 0,3 МПа включ.
50, но не менее одного стыка
6 Подземные газопроводы всех давлений, прокладываемые под магистральными дорогами и улицами с капитальными типами дорожных одежд, а также на переходах через водные преграды, во всех случаях прокладки газопроводов в футляре (в пределах перехода и по одному стыку в обе стороны от пересекаемого сооружения)
7 Подземные газопроводы всех давлений при пересечении с коммуникационными коллекторами, каналами, тоннелями (в пределах пересечений и по одному стыку в обе стороны от наружных стенок пересекаемых сооружений)
8 Надземные газопроводы всех давлений на участках переходов через автомобильные категорий I-III, магистральные дороги и улицы и железные дороги и естественные преграды, а также по мостам и путепроводам
9 Подземные газопроводы всех давлений (кроме газопроводов давлением до 0,005 МПа), прокладываемые в районах с сейсмичностью свыше 7 баллов, на карстовых и подрабатываемых территориях и в других районах с особыми природными условиями
10 Подземные газопроводы всех давлений, прокладываемые на расстоянии по горизонтали в свету менее 3 м от коммуникационных коллекторов и каналов (в том числе каналов тепловой сети)
11 Участки подземных газопроводов-вводов на расстоянии от фундаментов зданий менее, м:
12 Подземные газопроводы природного газа давлением до 0,005 МПа включ., прокладываемые в особых природных условиях
25, но не менее одного стыка
13 Подземные газопроводы природного газа давлением св. 0,005 МПа прокладываемые вне поселений за пределами черты их перспективной застройки
20, но не менее одного стыка
1 Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
2 Процент контроля сварных соединений газопроводов следует устанавливать с учетом реальных условий прокладки.
3 Угловые соединения на газопроводах условным диаметром до 500 мм, стыки приварки фланцев и плоских заглушек контролю физическими методами не подлежат. Сварные стыки соединительных деталей стальных газопроводов, изготовленные в условиях ЦЗЗ, ЦЗМ, а также сваренные после производства испытаний монтажные стыки стальных газопроводов подлежат 100%-ному контролю физическими методами.
4 Процент контроля сварных соединений труб, прокладываемых в стесненных условиях, должен устанавливаться с учетом требований 5.1.1*.
Таблица 14 (Измененная редакция, Изм. N 3).
10.4.2 Ультразвуковой метод контроля сварных стыков стальных газопроводов применяется при условии проведения выборочной проверки не менее 10% стыков радиографическим методом. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем контроля следует увеличить до 50% общего числа стыков. В случае повторного выявления дефектных стыков все стыки, сваренные конкретным сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
10.4.3 При неудовлетворительных результатах контроля ультразвуковым методом стыковых соединений стальных и полиэтиленовых газопроводов проводят проверку удвоенного числа стыков на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке качество хотя бы одного из проверяемых стыков окажется неудовлетворительным, то все стыки, сваренные данным сварщиком на объекте, должны быть проверены ультразвуковым методом.
10.4.4 Исправление дефектов шва стыков стальных газопроводов, выполненных газовой сваркой, не допускается. Исправление дефектов шва, выполненного дуговой сваркой, допускается проводить удалением дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037, разрешается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2-3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков не допускается.
Дефектные стыковые соединения полиэтиленовых газопроводов исправлению не подлежат и должны быть удалены.
10.4.5 Сварка полиэтиленовых труб с помощью деталей с ЗН проводится в автоматическом режиме, сварочными аппаратами, соответствующими ГОСТ Р ИСО 12176-2, ввод параметров сварки осуществляется в соответствии с ГОСТ Р ИСО 13950.
По степени автоматизации сварочные машины для соединения встык полиэтиленовых труб и деталей подразделяют следующим образом:
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
Температура нагретого инструмента должна контролироваться автоматически независимо от степени автоматизации сварочной машины.